

Steel is one of the most universal and widely used materials, for which there is no real substitution. Today, 6 billion people use 1000 million tons of steal per year. The estimation for the year 2050 is that 12 billion people will use approximately 2100 million tons of steel. Steel is produced in two main routes: the ore base route, where the iron ore is heated and reduced to liquid reduced iron in an oxygen blast furnace; and the scrap based route, where the scrap metal is melted in an Electric Arc Furnace (EAF). Our project dealt on the electric arc furnace refining processes.
 The process of gaining steel from scrap metal can be divided into four steps: charging the baskets with scrap metal, preheating, melting of the scrap metal, tapping the liquid steel and further treatment.
In the charging phase, different types of scrap metal are loaded into two or three baskets. Scrap mix is determined depending on various factors, for example: availability of scrap, price, desired product
grade being produced and so on. The scrap mix influences the composition of liquid steel and forming of the slag as well as melting behaviour in the EAF. In the preheating phase the scrap metal is heated
to a certain temperature, which speeds up the process of melting in the EAF. During the melting, other additives are added to attain a desired chemical composition of steel. Once the desired composition
and temperature is obtained, the tap-hole is opened, furnace is tilted for 12% and molten steel is poured into the ladle for transport to the next operation/treatment (EBT- Eccentric Bottom Tapping technology).
The process of gaining steel from scrap metal can be divided into four steps: charging the baskets with scrap metal, preheating, melting of the scrap metal, tapping the liquid steel and further treatment.
In the charging phase, different types of scrap metal are loaded into two or three baskets. Scrap mix is determined depending on various factors, for example: availability of scrap, price, desired product
grade being produced and so on. The scrap mix influences the composition of liquid steel and forming of the slag as well as melting behaviour in the EAF. In the preheating phase the scrap metal is heated
to a certain temperature, which speeds up the process of melting in the EAF. During the melting, other additives are added to attain a desired chemical composition of steel. Once the desired composition
and temperature is obtained, the tap-hole is opened, furnace is tilted for 12% and molten steel is poured into the ladle for transport to the next operation/treatment (EBT- Eccentric Bottom Tapping technology).
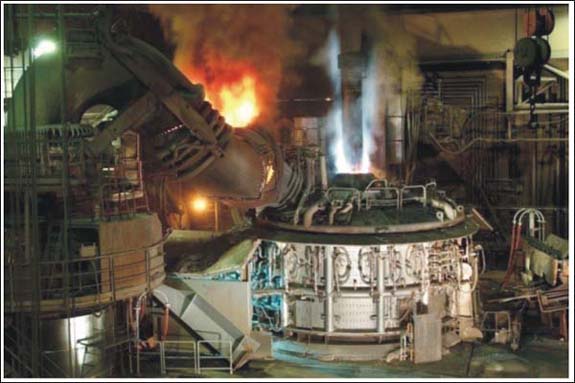
Electric Arc Furnace
In the frame of this project, the melting-phase processes, which are the most crucial and complex of all EAF processes were modelled, validated and simulated. When the steel recycling process starts, two to three baskets of scrap steel are gradually loaded into the EAF. The goal of melting is to achieve the first basket to melt as quickly as possible to form a liquid phase (hot heel), which improves the arc stability. After that, the rest of the baskets are loaded. Melting process begins with the ignition of the electric arcs and electrode bore-down into a scrap metal. At this point the EAF is operating at low powers (short arcs). When the liquid phase is formed the power of the EAF is increased (long arcs). The EAF operates with its maximum power until all of the scrap metal is melted (flat bath is reached). Then again the power is reduced in order to protect the furnace vessel from the radiative heat of the arcs. Afterwards, liquid steel is heated up to the desired temperature and tapped.
Beside the electrical, a significant amount of the total energy input is represented by the chemical reactions in the EAF, and the oxy-fuel burners that influence the speed of melting. At the early stages of the melting, the scrap is preheated with combustion of natural gas (methane) and oxygen through burners. This process speeds up the formation of the liquid steel and decreases the consumption of the electrical energy at the early stages of melting. With the increase of the temperatures in the EAF the efficiency of the burners decreases. EAF assemblies also use oxygen-lancing and carbon-injection technology, where oxygen and carbon are added into the steel bath, to achieve both, the desired chemical composition of the steel and slag as well as for the energy consumption. Interactions between the liquid steel, slag, oxygen and carbon cause exothermic chemical reactions, whose energy released speeds up the melting process. The formation of the foaming slag influences the melting rate and cost efficiency, since the slag protects the walls of the furnace from the arcs' radiation and has positive effects on stability of the arcs.
For optimal efficiency of the EAF the right control strategy is needed. In most cases the EAF's operator determines the reactor and transformer tap, the melting program, when to turn on or off oxy-fuel burners, amount of oxygen lancing and carbon injection, the steel-bath temperature and so on. Operator's decisions are mostly based on his experience. However, when using a model of the EAF processes, the operator gains more information about the actual process and his decisions can be more consistent. Moreover, the energy consumption and operation costs could be lowered, due to more efficient EAF operation and fewer waste products.
The main goal of the presented project was to develop a complete EAF model, including most of the electrical, hydraulic, mass-transfer, heat-transfer, chemical and energy processes appearing during the EAF steel-recycling process. The purpose of such a complex model is to assist the operators at his decisions when operating the EAF, monitoring of the EAF process and optimization of a certain EAF sub-processes. The main difficulties when modelling those processes emerge from their complexity and a lack of exact input data (for example: on-line chemical compositions, temperatures, masses, etc.). For this reason, all processes with either available or unavailable on-line time data were modelled and parameterized using fundamental physical laws and parameter fitting. Whether only endpoint data was available (steel composition, temperature, etc.) the models were fitted using that data and the conclusions of several other studies dealing with the EAF processes.
The final result of the presented project was a fully operational EAF model, based on a 80 MVA 3-phase, 85 ton arc furnace, which can be used for further studies, such as control strategy design, energy consumption optimization, testing of several melting
scenarios, etc. The initial models of the EAF were developed in Matlab software, representing a powerful engineering tool for development and testing of such algorithms. Afterwards, the obtained models were
enhanced and upgraded to C# and implemented in the framework of XAMControl software (Evon Automation, GmbH) using a MPCMath library from
2-control Aps. The implementation of the EAF models in
XAMControl represents one of the final results of the presented project, i.e. Electric Arc Furnace Simulator. Such a simulator represents a completely operational tool, featuring all necessary
functionalities to allow control and monitoring of the EAF melting process.
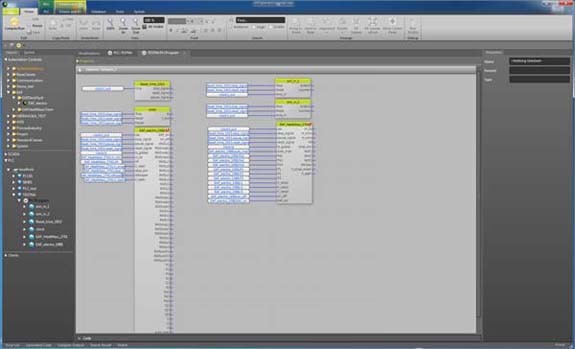
XAMControl Developmental Environment
The other outcome of the presented project is a study regarding the cost and energy optimization of the EAF operation. The study showed that using optimized procedures when operating the EAF, such as:
optimized melting programs, times and durations of oxygen lancing, carbon injection and oxy-fuel burner usage, etc. some reduction of the operation costs can be made.
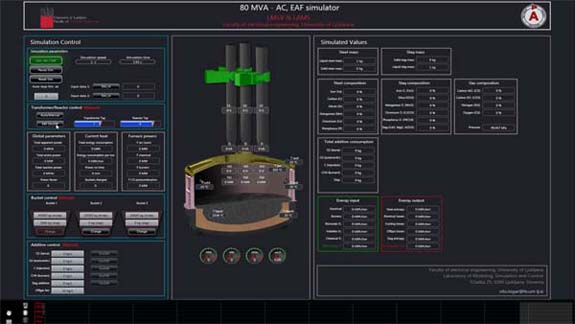
EAF simulator designed and developed in XAMControl
The bellow video represents the EAF simulator operation for one heat (3 buckets, approx. 85 tons) of steel recycling. The melting program selected is fully automatic (no manual interaction needed), although manual operation is also possible. The presented EAF simulation shows the capabilities of the developed simulator and displays a "demo mode" of the designed tool.
The features of the simulator include:
- Start/Stop/Pause/Reset simulation,
- Real or accelerated time operation (up to 20x),
- Comparisson between simulated and measured data,
- Automatic/Manual operation mode,
- Adjustable transformer/reactor taps,
- Adjustable bucket load, initial compossition and charge time,
- Adjustable additive control (oxygen lance, carbon injection, oxy-fuel burner operation, slag).
- electrical: voltages, currents, powers, power factors, energy consumption, etc.,
- thermal: temperatures (steel, slag, gas, furnace vessel), radiative heat transfer (view factors and surfaces),
- mass: masses (steel, slag, additions), additive consumption, compossitions (steel, slag, gas),
- chemical: mass transfers, chemical energy,
- overall: total energy inputs/outputs, power-on-times, energy consumption per ton of liquid steel, steel melting geometry (due to melting), etc.
EAF Simulator
The presented EAF simulator and the underlying mathematical and physical models are described in the following open-access publications:
- V. Logar, D. Dovžan, I. Škrjanc. Mathematical modeling and experimental validation of an electric arc furnace. ISIJ International, Vol. 51, No. 3, pp. 382-391, 2011.
- V. Logar, D. Dovžan, I. Škrjanc. Modeling and validation of an electric arc furnace: Part 1, heat and mass transfer. ISIJ International, Vol. 52, No. 3, pp. 402-413, 2012.
- V. Logar, D. Dovžan, I. Škrjanc. Modeling and validation of an electric arc furnace: Part 2, thermo-chemistry. ISIJ International, Vol. 52, No. 3, pp. 414-424, 2012.
- V. Logar, I. Škrjanc. Modeling and validation of the radiative heat transfer in an electric arc furnace. ISIJ International, Vol. 52, No. 7, pp. 1225-1232, 2012.
|
as. dr. Vito Logar
e-mail: vito.logar@fe.uni-lj.si phone: +386 (0)1 4768-278 |
prof. dr. Igor Škrjanc
e-mail: igor.skrjanc@fe.uni-lj.si phone: +386 (0)1 4768-311 |

